The constant evolution of technology is vastly underappreciated, especially in today’s modern world. We often take for granted the complex machinery that we use since it is quite simple to work with.
One good example is machine vision. A very simple way of explaining machine vision is that it is the eyes of the machine. The system uses a camera to capture a specific action and processes it. It is then applied to action.
Businesses today thrive on the use of machine vision as it improves the quality of transactions taking place. But how does machine vision work and what are its common uses especially in our daily lives?
What Is Machine Vision?
Machine vision is the ability of a computer system to recognize its surroundings or environment. It uses one or more cameras to perceive a specific target and uses digital signals to process the captured image.
The data is sent to the computer for processing and results in data or information that we can use. Machine vision is commonly linked to the computer’s ability to see and process images.
The system uses a sensor to recognize the object and is readily available for processing for the computer to understand what the object is based on the data collected.
How Does it Work?
The concept of machine vision started in the early 1950s. However, it wasn’t until the late 1980s to 1990s that the technology to create machine vision was achieved. It was then that computers and machines could see.
A machine vision system is composed of sensors, cameras, sufficient lighting, frame-grabber, and software for analyzing the images. It also has certain algorithms that can recognize patterns.
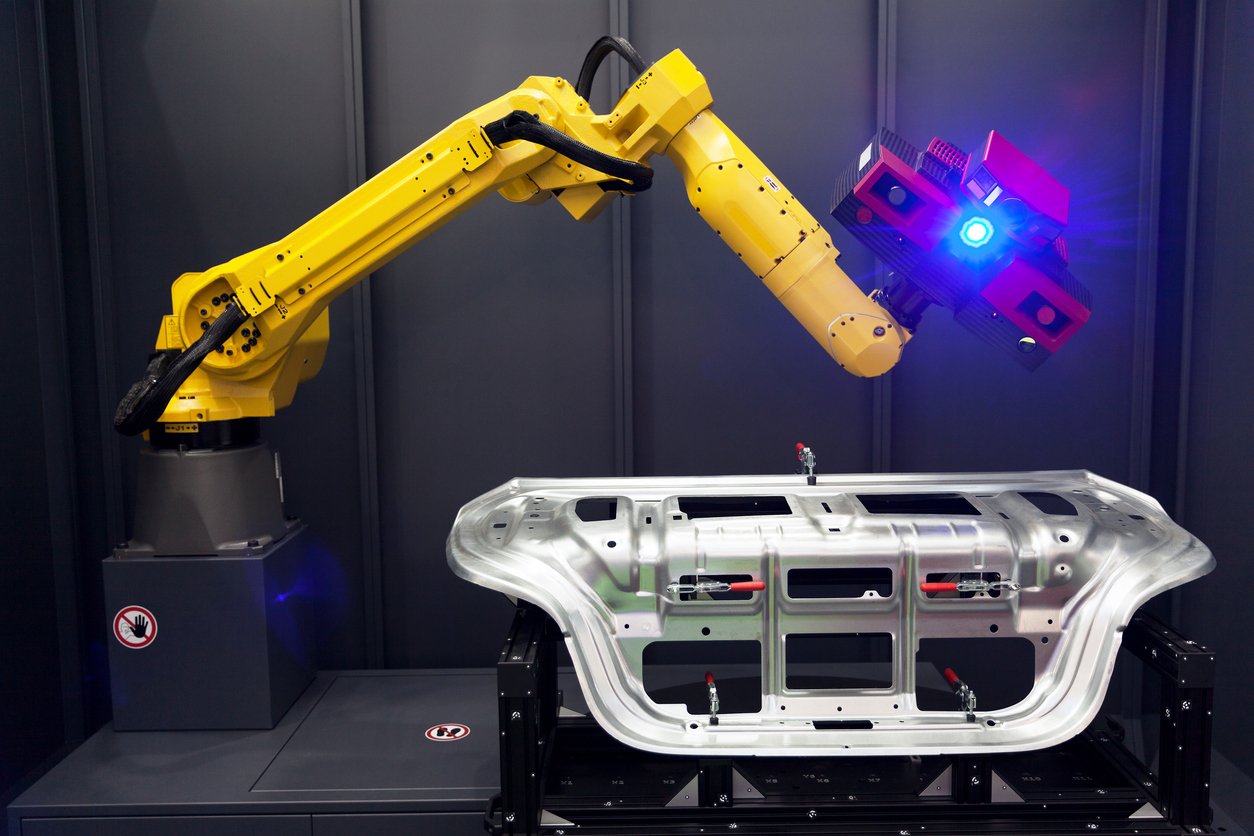
A good example of a machine vision system is an inspection. The process begins with the sensor scanning a product. The image is captured and the frame-grabber translates it into digital output that the algorithm can recognize.
The software then compares it with all the other files that correlate to a defect. After the defect is determined, the screen will tell you that the product is indeed defective and has failed the inspection.

Sensitivity and Resolution
A few main foci of the machine vision system is sensitivity and resolution. Both are very important and play a very significant role in the accuracy of the data that is being processed.
Sensitivity relates to how well the machine can capture images in low light settings. Resolution is the ability of the machine to determine two different objects.
Increasing the sensitivity decreases the resolution while lowering the resolution allows for better sensitivity.
There should be a perfect balance between the two settings to capture and process the right image. The quality of the result rests upon these two settings, hence its emphasized significance.
What Are The Uses of Machine Vision?
Machine vision is highly advantageous when used for inspection, measurement, and verification processes in production resulting in higher quality.
It is also used in many repetitive tasks that were previously done through manual labor. Machine vision also provides data feedback that provides complete information and allows more control over certain processes.
By adding machine vision to the workflow, companies can reduce equipment and overall production costs as there are no workers involved.
Importance of Machine Vision
The use of industrial robots has increased and enhanced efficiency and quality in a wide variety of industries. Machine vision has allowed certain industries to reduce production times.
It also translates in higher quality work and effective methods of determining defects during production. Without machine vision, robots become blind and would not be able to properly identify objects.
Conclusion
Humans excel at interpreting varied and complex situations. However, when it comes to mundane, repetitive actions within a structured environment, machine vision, and its system plays a huge role in providing better speed, accuracy, and quality.
Simply put, machine vision reduces errors in industries where small errors can be costly. This is a technology that is going to change the meaning of work.